
前回の記事で製麦、糖化、発酵までは知れたね!今回は後半の3つ!
今回の記事は、前回に引き続きPart2となる製造工程の後半戦を書いていきます。おさらいですが、ウイスキーの製造工程は、製麦(モルティング)→糖化(マッシング)→発酵(ファーメンテーション)→蒸留(ディスティレーション)→熟成(マチュレーション)→瓶詰め(ボトリング)の6つです。それでは、後半の3つを確認していきましょう!

蒸留(ディスティレーション)
蒸留工程では、発酵工程でできた発酵液(モロミ)をアルコール度数の高いスピリッツに変えます。蒸留工程では、モロミを蒸留器に移し加熱することで、水の沸点(100℃)とアルコールの沸点(78.3℃)の違いを利用しスピリッツを濃縮、気体となったアルコールを冷却し液体へ戻します。約7~9%のモロミは、蒸留を重ねることで約63~73%程、高いものだと80%を超えるスピリッツへと変化を遂げます。
蒸留工程で欠かせないのが蒸留器の存在で、モルトウイスキーを製造する場合は「単式蒸留器(ポットスチル)」を使用します。スコッチでは基本2回蒸留を行い、1回目の蒸留を行うスチルを初留釜(ウォッシュスチル)、2回目を再留釜(ローワインスチル)と呼びます。
参照:BAR Chip IN ウイスキー検定対策塾https://whiskykentei.jp/page-13.html
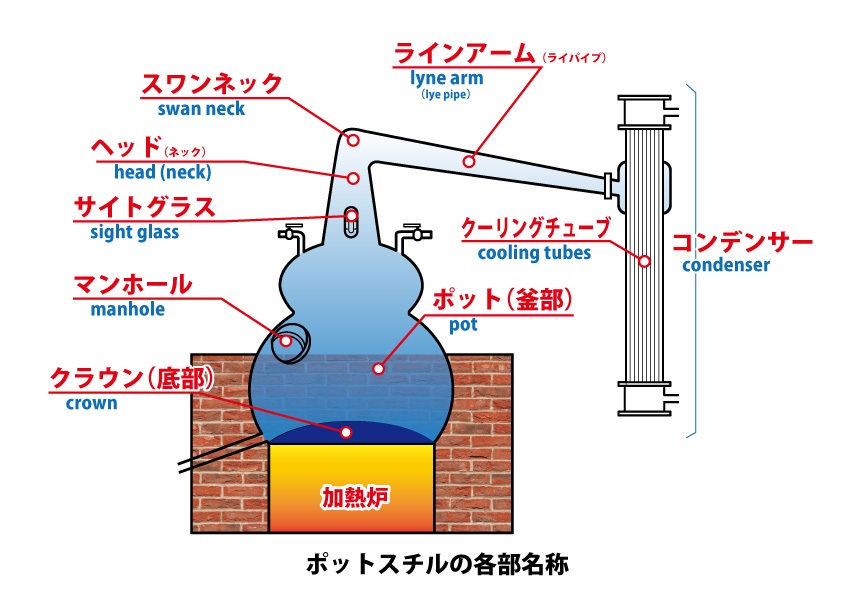
加熱されたモロミはアルコールだけが先に揮発し、スワンネック、ラインアームの順に通過します。コンデンサーは蒸発したアルコールを冷却し、再度液体へ戻す役割を担っています。この工程を初留釜、再留釜で2回行っています。
ポットスチルには、いくつかの形状があります。①ストレートヘッド型、②ランタンヘッド型、③バルジ型。他にも様々な形状がありますが、とりあえずはこの3種類をご紹介します。造り出されるスピリッツは、モロミや加熱方法による味わい、風味の影響が強く、ポットスチルがどこまで影響を及ぼすのかは分かりません。以下、一般的に言われていることなので誤解のないようお願いします。
ストレートヘッド型
一般的にストレートヘッド型のスピリッツは、力強く重厚な味わいになるとされています。画像は、秩父蒸留所のポットスチルです。

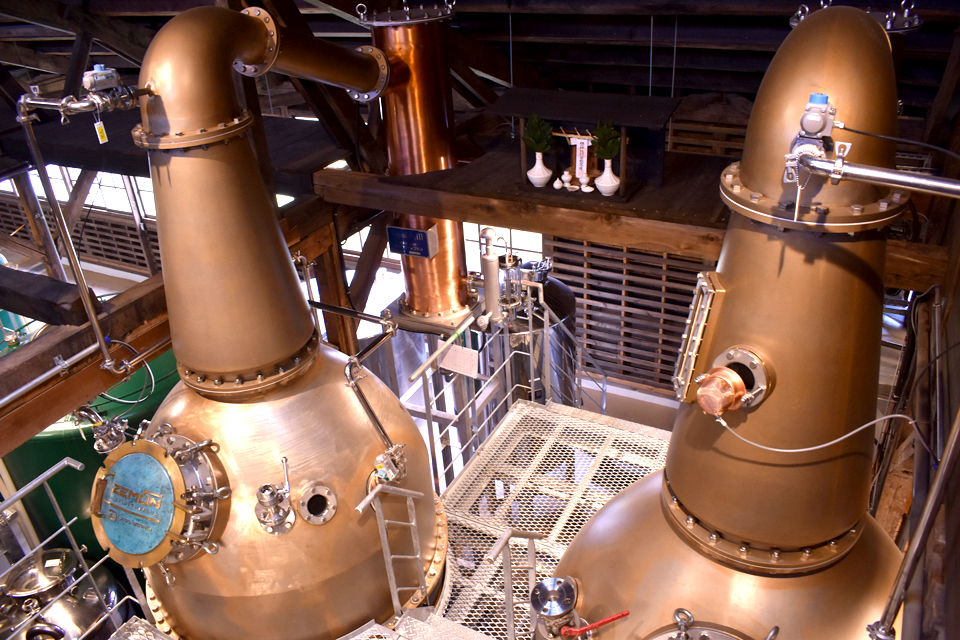
ランタンヘッド型
画像は、三郎丸蒸留所のランタンヘッド型ポットスチルです。ランタンヘッド型は、ボディとネックをつなぐ部分にくびれがある形です。比較的軽くすっきりとした酒質になるとされています。
バルジ型
画像は静岡ガイアフロー蒸留所のバルジ型ポットスチルです。こちらは、ボディとネックの間に球体のようなふくらみを持つ可愛らしい形です。こちらも作られる酒質は軽くすっきりとしているとされています。

熟成(マチュレーション)
熟成とは、刺激が強く荒々しいニューポットをまろやかでおいしいものへ変えることが大きな目的です。ニューポットを加水し、アルコール度数63%程度にし、熟成を行います。この状態で、数年から10数年、ときには20~30年以上の年月を樽の中で過ごします。そうすることによって様々な香味や風味、複雑さなどがあるウイスキーができあがります。
熟成に使用する樽は様々な種類があります。基本的なバーボン樽からシェリー樽、ラム樽などです。限定で珍しい樽熟成のウイスキーやその蒸留所で実験的に使われている樽など熟成する樽によって味わいが大きく変わってきます。また、使用する樽のほかにサイズも重要となります。使用する樽のサイズは4種類。バレル(180~200ℓ)、ホグスヘッド(250ℓ)、パンチョン(480~500ℓ)、バット(480~500ℓ)でパンチョンとバットに関しては使用する材質が違い、パンチョンは北米産ホワイトオークを、バットはヨーロピアンオークを使用して造られています。
ウイスキーはニューポットを樽に入れ、年単位で熟成をすることは先述しました。その際、樽はどのように保管されているのでしょうか?主に3つのスタイルで保管されていることが多いとされています。写真右からダンネージ式、ラック式、パラタイズ式の3スタイルです
参照:https://jwic.jp/distillery/yuza/ http://whiskymag.jp/warehouse_1/ https://www.whisky.com/whisky-database/distilleries/details/cooley.html



瓶詰め(ボトリング)
瓶詰め(ボトリング)とは、その名の通り完成したウイスキーを瓶に詰めていく工程です。熟成を終えたウイスキーは、樽から払い出し→フィルタリング(不純物を取り除く)→ボトリング(精製水で加水し、40~46%に調整し、瓶詰め)を経て、見事完成します!
冷却濾過をして不純物を取り除き、製品に澱や白濁がないようにして出荷することが多いでウイスキーですが、この冷却濾過をしない「ノンチルフィルター」では冷却濾過をせず製品化します。澱や白濁もウイスキーの香味、成分で身体に害はなく、より深い味わいを楽しむことができます。また、ボトリングの際、加水をせず樽からそのまま瓶詰めした商品を「シングルカスク」、いくつかの樽は混ぜるが加水せず樽出しのアルコール度数のまま商品にする「カスクストレングス」もあります。加水を一切しないためウイスキーの味わいをガツンと感じることができます。加水をしていないため、生産本数が少なく通常の商品よりも高値で流通することがほとんどです。
まとめ
今回の記事でウイスキーの製造工程は全て終了です。文章が長くなってしまいましたが、この記事を読めばウイスキーがどのようにできあがるのかが分かると思います。それでは、引き続き「知っておいしい、飲んでおいしい、ウイスキー」の世界へご招待します!酒巻さんちのウイスキーブログでした!最後まで読んでいいただき、ありがとうございました!


コメント